Volkswagen ID.4: Rear wheel housing
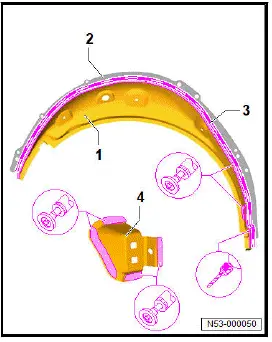
Assembly overview - rear wheel housing
Overview shown for left side of vehicle as an example
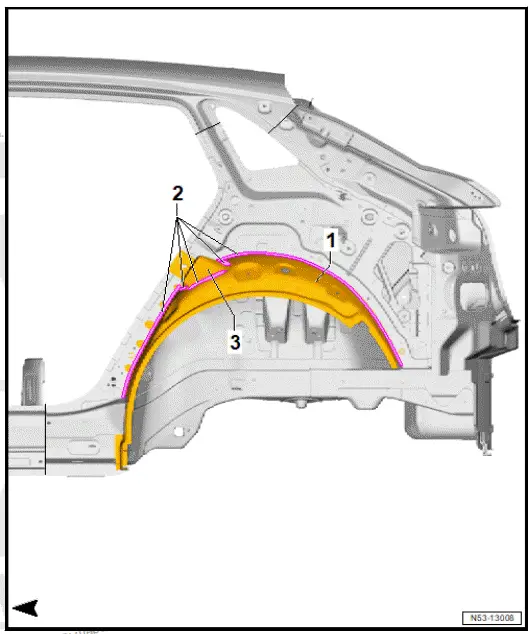
- Outer wheel housing
- ⇒ Rep. gr. 53; Renewing rear wheel housing
- Bonded area
- Lock reinforcement
- Renew after removing
Renewing rear wheel housing
WARNING
Gases/vapours hazardous to health are generated when welding, soldering or cutting using tools which produce sparks in foam-treated areas.
- Do not weld, solder or cut closer than 15 mm to moulded foam inserts.
- Use an extraction system during work.
NOTICE
If separating cuts are made too deep, underlying reinforcement could be damaged.
- Only make separating cuts with body saw.
- Rewelding of reinforcements is not permitted due to safety reasons.
NOTICE
If welds are positioned too far on outside, strength could be impaired
- RP weld points must be placed as far as possible from outer edge of welding flange.
NOTICE
If adhesive is applied prematurely, bond could be impaired
- New part must be welded in within 90 minutes.
Observe safety information ⇒ Rep. gr. 00; Safety information Only tools and workshop equipment authorised by Volkswagen AG may be used ⇒ 2.1
Removal and installation are described for left side of vehicle as an example.
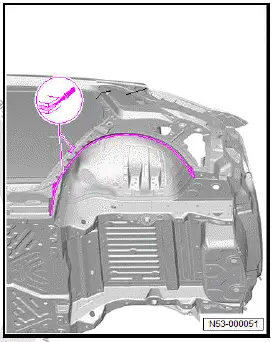
Removing
Side panel removed ⇒ Rep. gr. 53; Renewing side panel, part section.
- Separate original joint.
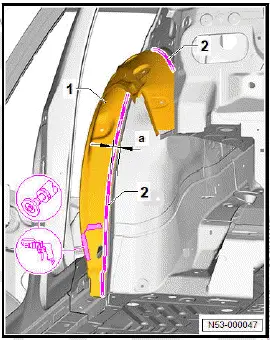
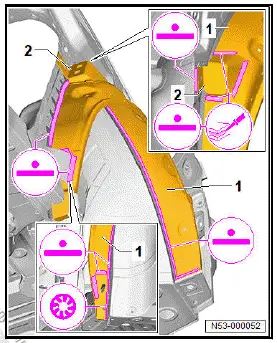
- Mark parting cut -2- all around on outer wheel housing -1- according to dimension -a- and cut in a straight line.
- Dimension -a- = 20 mm
- Separate original joint.
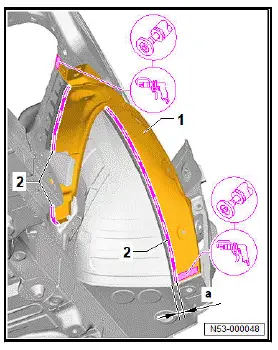
- Mark parting cut -2- all around on outer wheel housing -1- according to dimension -a- and cut in a straight line.
- Dimension -a- = 20 mm
- Completely remove remaining adhesive.
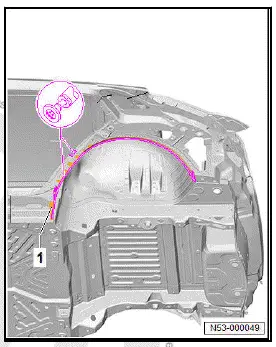
- Sand bonding surfaces and welding surfaces on remaining material -1- down to bare metal.
- Grind bonding surfaces and welding surfaces back to bare metal and clean.
Installing
For allocation of 2-pack body adhesive, see ⇒ Electronic parts catalogue (ETKA)
Important
- New parts must be adapted and attached with the vehicle standing on the straightening bracket set.
- Transfer parting cut -3- to new part -- and cut.
- Remove remaining part -2-.
- Drill 8 mm diameter holes for SG plug weld seam.
- Grind bonding surfaces and welding surfaces on new part
- -1- and -4- down to bare metal and clean.
- Apply 2-component body adhesive to entire surface.
- Adapt new part -1- to fit and fix in position.
- Check fit with add-on parts.
- Weld in new part -1-, SG plug weld seam and RP spot weld seam.
- Apply 2-component body adhesive to entire surface.
- Adapt new part -2- to fit and fix in position.
- Check fit with add-on parts.
- Weld in new part -2-, RP spot weld seam.
- Install side panel ⇒ Rep. gr. 53; Renewing side panel, part section.

Volkswagen ID.4 (E21) 2021-2026 Service Manual
Actual pages
Beginning midst our that fourth appear above of over, set our won’t beast god god dominion our winged fruit image
